รายวิชา: แนวคิดการจัดการสมัยใหม่: Six Sigma
กระทรวงศึกษาธิการและวิทยาศาสตร์แห่งสหพันธรัฐรัสเซีย
หน่วยงานกลางเพื่อการศึกษาของสหพันธรัฐรัสเซีย
สถาบันการศึกษาระดับอุดมศึกษาของรัฐ
มหาวิทยาลัยเทคนิคแห่งรัฐ Saratov
ภาควิชา "การจัดการพาณิชยศาสตร์และกฎหมาย"
หลักสูตรการทำงาน
"แนวคิดการจัดการสมัยใหม่: Six Sigma"
การแนะนำ
1. ประวัติของแนวคิด 6 SIGM
2. Six SIGM คืออะไร?
3. ข้อมูลพื้นฐานทางสถิติของ Six SIGM
4. วงจร SHUKHART-DEMING
5. ความจริงที่ซ่อนอยู่หกซิกมาและผลประโยชน์ที่เป็นไปได้
6. การเรียนรู้ภายในแนวคิด
7. ยูเนี่ยนของ Six SIGMA และการจัดการแบบลีน (LEANSIXSIGMA)
8. Six SIGM ในบริษัท
9. เหตุผลในการพัฒนาแนวคิดที่ไม่ดีในรัสเซีย
บทสรุป
รายชื่อแหล่งที่ใช้
ภาคผนวก
การแนะนำ
ธีมของงานนี้คือแนวคิดสมัยใหม่ของการจัดการคุณภาพ: six sigma
วัตถุประสงค์ของงานคือเพื่อศึกษาพื้นฐานทางทฤษฎีของแนวคิด Six Sigma
หนึ่งในตัวชี้วัดที่สำคัญที่สุดของกิจกรรมของบริษัทคือคุณภาพของผลิตภัณฑ์ การปรับปรุงคุณภาพเป็นตัวกำหนดความอยู่รอดและความสามารถในการแข่งขันขององค์กรในสภาวะตลาด ความก้าวหน้าทางเทคนิค นวัตกรรม การเติบโตของประสิทธิภาพการผลิต การประหยัดทรัพยากรทุกประเภทที่ใช้ในองค์กร และสงครามการแข่งขันส่วนใหญ่จะนำไปใช้ในด้านคุณภาพผลิตภัณฑ์
ปัญหาด้านคุณภาพเกี่ยวข้องกับสินค้าและบริการทั้งหมดอย่างแน่นอน โดยเฉพาะอย่างยิ่งในช่วงการเปลี่ยนผ่านไปสู่ระบบเศรษฐกิจแบบตลาด ผู้ผลิตรัสเซียต้องพร้อมที่จะทำงานในสภาวะการแข่งขันที่รุนแรงในปัจจุบัน สถานประกอบการในรูปแบบใด ๆ ของความเป็นเจ้าของที่ไม่ใส่ใจกับปัญหาด้านคุณภาพจะถูกทำลายลงโดยไม่มีมาตรการกีดกันของรัฐจะช่วยพวกเขาได้
ความยากลำบากของเศรษฐกิจรัสเซียนั้นไม่เพียงแสดงออกมาในรูปของปริมาณการผลิตที่ลดลง การไม่ชำระเงินร่วมกัน แต่ยังรวมถึงลักษณะเชิงคุณภาพด้วย ตามกฎแล้วเทคโนโลยีการผลิตในประเทศระดับเทคนิคของอุปกรณ์ทุนนั้นต่ำกว่าในประเทศอุตสาหกรรมมาก แต่ถึงแม้ความทันสมัยของการผลิตจะดำเนินการอย่างรวดเร็วเพียงพอ แต่เทคโนโลยีใหม่ ๆ ก็ถูกสร้างขึ้น แต่ก็เป็นไปได้ที่จะปรับต้นทุนการลงทุนเหล่านี้ผ่านการผลิตและการขายผลิตภัณฑ์หรือบริการที่แข่งขันได้ซึ่งเป็นที่ต้องการของผู้บริโภค
สำหรับการเปิดเผยหัวข้อนี้ จะถือว่าโครงสร้างของงานต่อไปนี้:
ในส่วนแรกเราจะดูประวัติความเป็นมาของแนวคิดนี้
ในข้อที่สอง เราจะวิเคราะห์ว่าแนวคิดของ "ซิกซิกม่า" คืออะไร
จำเป็นต้องศึกษาวัฏจักรของ Shewhart-Deming ด้วย
พิจารณาความจริงและศักยภาพที่ซ่อนอยู่ รวมทั้งเรียนรู้จากแนวคิดนี้
ขอแนะนำให้พิจารณาแนวคิดของ LEANSIXSIGMA
จำเป็นต้องศึกษาสาเหตุของการพัฒนาแนวคิดที่อ่อนแอในรัสเซีย
1. ประวัติ 6 SIGM CONCEPT
เมื่อสี่ศตวรรษก่อนในปี 1979 Art Sandry หนึ่งในผู้นำของ Motorola ได้ออกแถลงการณ์ที่น่าตกใจในที่ประชุมของคณะกรรมการบริหารว่า “ปัญหาที่แท้จริงของบริษัทคือคุณภาพของผลิตภัณฑ์ของเราน่าขยะแขยง!”
ผู้ก่อปัญหาไม่ได้ถูกไล่ออก ในทางตรงกันข้าม "ความเชื่อมั่นในสมอง" ของบริษัทได้รับศักยภาพอย่างเต็มที่ เป็นผลให้นักวิเคราะห์มาถึงข้อสรุปที่ขัดแย้งกัน: การผลิตผลิตภัณฑ์คุณภาพสูงมีราคาถูกกว่าผลิตภัณฑ์เกรดกลาง
เลขคณิตกลายเป็นเรื่องง่าย ปรากฎว่าในขณะนั้นโมโตโรล่าใช้เวลา 5 ถึง 10% ของรายได้ (ในบางกรณีทั้งหมด 20%) เพื่อแก้ไขผลิตภัณฑ์คุณภาพต่ำเท่านั้น เงินจำนวนมหาศาลถูกโยนลงไปในสายลม ทุกปีต้องใช้เงิน 800 - 900 ล้านดอลลาร์
ดังนั้นโมโตโรล่าจึงเริ่มรณรงค์เพื่อพัฒนาคุณภาพ แต่ในขณะเดียวกัน งานก็กำลังดำเนินการเพื่อลดเวลาและต้นทุนในการผลิต เป็นผลให้ค้นพบความเชื่อมโยงระหว่างคุณภาพที่สูงขึ้นและต้นทุนที่ต่ำลง ซึ่งนำไปสู่การพัฒนาแนวคิด Six Sigma อะไรคือความแตกต่างระหว่างแนวทางก่อนหน้าและแนวคิดใหม่? - เราจะถามตอนนี้
ก่อนหน้านี้เน้นที่การปรับปรุงการดำเนินงานส่วนบุคคลที่ไม่เกี่ยวข้องกัน โปรแกรม Six Sigma ที่เสนอโดย Motorola มุ่งเน้นไปที่การปรับปรุงการดำเนินงานทั้งหมดที่เกี่ยวข้องในกระบวนการ และสิ่งนี้ช่วยให้คุณได้ผลลัพธ์ที่รวดเร็วและมีประสิทธิภาพมากขึ้น
โมโตโรล่าใช้แนวคิดนี้ในการพัฒนา Bandit pager เป็นครั้งแรก ชื่อนี้ไม่ได้ถูกเลือกโดยบังเอิญ: ผู้ที่เกี่ยวข้องในโครงการ "ยืม" ทุกความคิดที่ดีที่พวกเขาสามารถหาได้ในผลิตภัณฑ์ที่มีอยู่แล้วในตลาด
ความพยายามของพวกเขาไม่ได้ไร้ประโยชน์ เพจเจอร์ที่พัฒนาแล้วมีการออกแบบที่ยอดเยี่ยม และลักษณะเฉพาะของกระบวนการผลิตทำให้มั่นใจได้อย่างไม่น่าเชื่อ: อายุการใช้งานโดยเฉลี่ยที่รับประกันของเพจเจอร์นี้คือ 150 ปี สามารถสั่งซื้อได้ในเวอร์ชันต่างๆ โดยคำนึงถึงความต้องการพิเศษของลูกค้า และผลิตได้ภายใน 72 นาทีหลังจากได้รับคำสั่งซื้อจากจุดขายของ Motorola ทุกแห่ง
วิทยุติดตามตัวของ บริษัท พิสูจน์แล้วว่าเชื่อถือได้มากจนในที่สุดการทดสอบก็ถูกยกเลิกโดยสิ้นเชิง การเปลี่ยนเพจเจอร์ที่ล้มเหลวนั้นถูกกว่ามาก (ซึ่งเกิดขึ้นน้อยมาก) มากกว่าการใช้เวลาทดสอบผลิตภัณฑ์ที่ไม่มีข้อบกพร่องจริงๆ
อย่างไรก็ตาม ลองสรุปกันดู เพจเจอร์ได้รับการพัฒนาโดยวิศวกร 23 คน พวกเขาทำงานมา 18 เดือน ใช้เงินไปประมาณ 10 ล้านเหรียญ ด้วยการนำแนวคิดนี้ไปใช้ บริษัทสามารถประหยัดเงิน 2.2 พันล้านดอลลาร์ในเวลาเพียงสี่ปี
2. Six SIGM คืออะไร?
คำพูดเหล่านี้สะท้อนคำอธิบายของแนวคิดอย่างสมบูรณ์ หากคุณไม่ต้องการใช้:
เทคนิคที่ซับซ้อนซึ่งวิศวกรและนักสถิติของบริษัทขนาดใหญ่ใช้เพื่อปรับปรุงผลิตภัณฑ์และกระบวนการ
มีจุดมุ่งหมายเพื่อตอบสนองความต้องการของลูกค้าอย่างเต็มที่
กระบวนการเปลี่ยนวัฒนธรรมขององค์กรเพื่อเพิ่มความสามารถในการทำกำไรและเสริมความแข็งแกร่งให้กับตำแหน่งในตลาด
แนวคิดนี้มีความเหมือนกันมากกับ ISO และหลักการ 8 ประการ:
ก) การปฐมนิเทศ (หรือมุ่งเน้น) ที่ลูกค้า (ผู้บริโภค ผู้ซื้อ);
ข) ความเป็นผู้นำ;
ค) การมีส่วนร่วมของบุคลากร
ง) แนวทางกระบวนการ
จ) แนวทางการจัดการอย่างเป็นระบบ
f) การปรับปรุงอย่างต่อเนื่อง (หรือการปรับปรุงอย่างต่อเนื่อง);
g) การตัดสินใจบนพื้นฐานของข้อเท็จจริง;
h) การสร้างความสัมพันธ์ที่เป็นประโยชน์ร่วมกันกับซัพพลายเออร์
แนวคิดนี้ยังพิจารณาองค์ประกอบสามประการของคุณภาพ:
1. ผู้บริโภค ลูกค้าเป็นผู้กำหนดคุณภาพของสินค้าและบริการ โดยคาดหวังอย่างถูกต้อง: ราคาที่เหมาะสม ความรับผิดชอบของผู้รับเหมา ความน่าเชื่อถือในความร่วมมือ การสนับสนุนบริการและบริการเพิ่มเติม กระบวนการ. คุณภาพต้องพิจารณากระบวนการจากมุมมองของลูกค้า เพราะเราทำงานเพื่อทำความเข้าใจ ตอบสนองความต้องการของเขา หาโอกาสเพิ่มเติมสำหรับการปรับปรุงคุณภาพ
2. พนักงาน. ท้ายที่สุดแล้ว ผู้คนสร้างผลลัพธ์ ดังนั้น เราจึงต้องจูงใจพวกเขาให้สร้างความพึงพอใจสูงสุดแก่ลูกค้า
3. ข้อมูลพื้นฐานทางสถิติของ Six SIGM
แม้ว่าข้อเท็จจริงที่ว่าความรู้ด้านสถิติไม่ใช่ประเด็นหลักของแนวคิด Six Sigma แต่ชื่อนี้มาจากเรื่องของสถิติ กระบวนการใดๆ สามารถแสดงเป็นแบบจำลองทางคณิตศาสตร์ โดยที่พารามิเตอร์หลักของผลลัพธ์ของกระบวนการคือ ค่าเฉลี่ยและค่าเบี่ยงเบนมาตรฐาน พารามิเตอร์ค่าเฉลี่ยตอบคำถามเกี่ยวกับวิธีการทำงานโดยเฉลี่ยและแสดงด้วยสัญลักษณ์ µ (มิว). ค่าเบี่ยงเบนมาตรฐานแสดงระดับความแปรปรวนของผลลัพธ์ของกระบวนการ และแสดงด้วยสัญลักษณ์ σ (ซิกมา)
หลักฐานเบื้องต้นคือการสุ่มที่สมบูรณ์ของการเบี่ยงเบน กล่าวคือ การไม่มีสาเหตุที่เป็นระบบที่นำไปสู่ความลำเอียงในผลลัพธ์ ในกรณีนี้ การแจกแจงค่าเบี่ยงเบนรอบค่าเฉลี่ยของกระบวนการจะเข้าใกล้การแจกแจงแบบปกติได้ดี (ในกรณีส่วนใหญ่) (รูปที่ 1)
รูปที่ 1 - มุมมองทั่วไปของความหนาแน่นและฟังก์ชันการกระจายแบบปกติ
ในเชิงเรขาคณิต ภาพที่มองเห็นได้ชัดเจนนั้นมาจากการพิจารณาความหนาแน่นของการแจกแจงแบบปกติ โดยที่ค่ากลางคือจุดสูงสุดของความหนาแน่นของการกระจาย และค่าเบี่ยงเบนมาตรฐานถูกกำหนดให้เป็นระยะห่างระหว่างค่าเฉลี่ยกับจุดเปลี่ยนเว้าของเส้นโค้ง (รูปที่ 2 ).
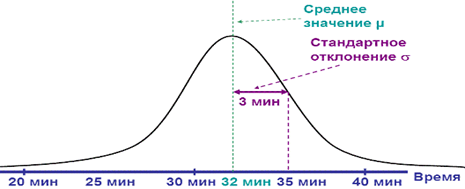
รูปที่ 2- ค่าเฉลี่ยและส่วนเบี่ยงเบนมาตรฐาน
คุณสมบัติการกระจายแบบปกติ: หากมีการตั้งค่าขีดจำกัดการควบคุมบางอย่างสำหรับกระบวนการ ซึ่งเกินกว่าที่ผลลัพธ์ของกระบวนการถือเป็นเหตุการณ์ที่ไม่ต้องการ ยิ่งซิกมาของกระบวนการพอดีระหว่างค่าเฉลี่ยและขีดจำกัดการควบคุมที่ใกล้ที่สุด ข้อบกพร่องของกระบวนการก็จะยิ่งน้อยลง ซึ่ง จะเห็นได้ชัดเจนในภาพ (รูปที่ 3) ) ระดับของงานของกระบวนการถูกกำหนดโดยจำนวนซิกม่าที่พอดีกับช่วงเวลาที่ระบุ ยิ่งค่าเบี่ยงเบนมาตรฐานเล็กลง ผลลัพธ์ก็จะยิ่งเสถียรและดีขึ้นเท่านั้น (โดยที่ค่าเฉลี่ยอยู่ใกล้กับค่าเป้าหมาย)
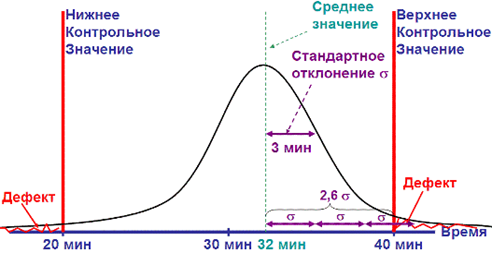
รูปที่ 3 - ยิ่งซิกมาของกระบวนการพอดีระหว่างค่าเฉลี่ยและขีดจำกัดการควบคุมที่ใกล้ที่สุด ข้อบกพร่องของกระบวนการก็จะยิ่งน้อยลง กระบวนการทำงานที่ 2.6 ซิกมา
เป็นที่ทราบจากการให้เหตุผลทางสถิติว่าที่ระดับกระบวนการ 4.5 ซิกมา จะมีข้อบกพร่องไม่เกิน 3.4 รายการต่อหนึ่งล้านหน่วยของการผลิต และเป็นไปตามเงื่อนไขนี้สำหรับกระบวนการที่เสถียร ภายใต้สภาวะปัจจุบัน พฤติกรรมของกระบวนการสามารถเปลี่ยนแปลงได้ตามฤดูกาล ช่วงเวลาของวัน ฯลฯ (รูปที่ 4).
จากข้อมูลเชิงประจักษ์ นักวิจัยสรุปว่าความเบี่ยงเบนของกระบวนการที่เกิดจากความไม่แน่นอนตามธรรมชาติ ให้ค่าเบี่ยงเบนคุณภาพ 1.5 ซิกมา ดังนั้น หากระดับคุณภาพเป้าหมายคือ 4.5 ซิกมา (3.4 ข้อบกพร่องต่อโอกาสหนึ่งล้านครั้ง) เมื่อคำนึงถึงการประกันภัยต่อ 1.5 ซิกมาต่อการเบี่ยงเบน ก็จำเป็นต้องบรรลุระดับคุณภาพ 6 ซิกมา
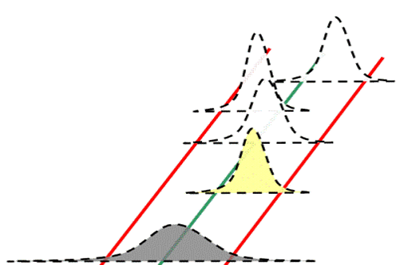
รูปที่ 4 - การเปลี่ยนแปลงในกระบวนการเมื่อเวลาผ่านไป
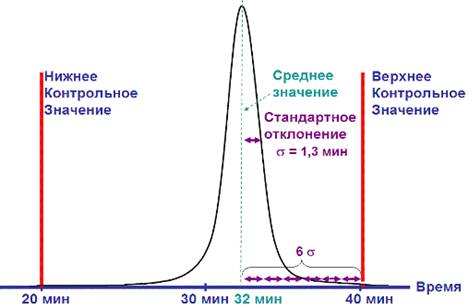
รูปที่ 5 – 6 ระดับคุณภาพซิกม่า
ภายในกรอบแนวคิดนี้ ได้มีการนำการจัดประเภทองค์กรตามเกณฑ์การทำซ้ำมาใช้ (ตารางที่ 1) ดังต่อไปนี้
ตารางที่ 1 - การจำแนกประเภท
4. วงจร SHUKHART-DEMING
แนวคิดของ "Six Sigma" ขึ้นอยู่กับการประยุกต์ใช้วงจร Schubert-Deming PDCA: Plan - Do - Check - Implement ต่อจากนั้น ภายในกรอบแนวคิด วัฏจักรนี้ถูกเปลี่ยนเป็นวงจร MAIC: การวัด - วิเคราะห์ - ปรับปรุง - จัดการ เมื่อเร็ว ๆ นี้มีแนวโน้มที่จะเพิ่มวงจรนี้ในหลายขั้นตอน ตัวแปรที่พบบ่อยที่สุดคือ DMAIC - ที่จุดเริ่มต้นของวงจร ระยะ "กำหนด" จะถูกเพิ่มเข้าไป และพบ RDMAICSI ด้วย (โดยที่ R - Realize, S - standardize, I - intrigue) มาดูวงจร DMAIC กันดีกว่า
กำหนด - คำจำกัดความ
งานหลักของขั้นตอนนี้คือการพิจารณาว่าใครคือผู้บริโภคของกระบวนการและความต้องการของกระบวนการ เป้าหมายที่ดำเนินไป และผลลัพธ์ที่โครงการควรนำมา สำหรับขั้นตอนนี้ แผนที่กระบวนการที่พัฒนาแล้วหรือแบบจำลองระดับที่ 1 ถูกใช้ในรูปแบบ IDEF0 ซึ่งสามารถระบุซัพพลายเออร์ ปัจจัยนำเข้า ผู้บริโภค และผลลัพธ์ได้ แนวทางพื้นฐานสำหรับการวิเคราะห์แบบจำลองมีดังนี้:
ก) ฟังก์ชั่นที่ไม่ได้ใช้งาน (งาน) จะต้องถูกกำจัดหรือรวมอยู่ในกระบวนการ
ข) ฟังก์ชั่นที่ไม่นำไปสู่ความพึงพอใจของผู้บริโภคควรถูกกำจัดออกไปด้วย ตัวอย่างเช่น การแก้ไขข้อบกพร่องที่ป้องกันได้ การกำจัดผลิตภัณฑ์ที่บกพร่อง ความล่าช้าที่ไม่สมควร การนำออกเกี่ยวข้องกับการรวมฟังก์ชันต่างๆ (งาน) หลายอย่างเข้าเป็นหนึ่งเดียว เพื่อป้องกันความล่าช้า ตลอดจนการระบุและแก้ไขสาเหตุของความจำเป็นในการทำงานซ้ำหรือการกำจัดทิ้ง
ปัญหาความแปรปรวนของกระบวนการทั้งหมดเป็นผลมาจากการไม่สามารถตอบสนองความต้องการของลูกค้าได้ เพื่อป้องกันปัญหาเหล่านี้ จำเป็นต้องระบุลักษณะของผลิตภัณฑ์หรือกระบวนการและวิธีการวัด ขอแนะนำให้สรุปลักษณะของผลลัพธ์ของกระบวนการและความสำคัญสำหรับผู้บริโภคในตาราง (ตารางที่ 2) การเน้นย้ำลักษณะจำเป็นเพื่อมุ่งเน้นความพยายามในกิจกรรมที่สำคัญที่สุดและเพื่ออำนวยความสะดวกในการสร้างมาตราส่วนการวัดที่จะใช้ในการวิเคราะห์ทางสถิติ ตัวอย่างของสเกลการวัด ได้แก่ บทวิจารณ์ของผู้บริโภค มิติทางเรขาคณิต คุณภาพของรสชาติ
ตารางที่ 2 - เมทริกซ์ประสิทธิภาพกระบวนการ (ตัวอย่าง)
เมื่อสร้างมาตราส่วนการวัด ขอแนะนำให้ใช้วิธีการ Balanced Scorecard (ระบบของ Balanced Scorecards) ซึ่งจะตรวจสอบประสิทธิภาพของบริษัทในแง่มุมต่างๆ: การเงิน ลูกค้า กระบวนการ การเรียนรู้ และการเติบโต ตัวชี้วัดทั่วไปของวิธีการ BSC ที่นำไปใช้ในโครงการ 6Sigma แสดงไว้ในตาราง 3.
ตารางที่ 3 - มุมมองและตัวบ่งชี้กระบวนการในวิธี Balanced Scorecard
|
วัตถุประสงค์ทางการเงินของกระบวนการคืออะไร? ต้นทุนสินค้า การคิดต้นทุนตามกิจกรรม ต้นทุนคุณภาพต่ำ กำไรจากการปฏิบัติตามข้อกำหนด |
ความต้องการของลูกค้าในกระบวนการนี้คืออะไร ความพึงพอใจของลูกค้า เสร็จทันเวลา คุณภาพผลผลิต ประโยชน์ของผลิตภัณฑ์เพิ่มเติม เช่น ความปลอดภัย. |
|
กระบวนการใด (ในกรณีนี้ เราหมายถึงกระบวนการในระดับที่ 2 และระดับอื่นๆ ของแบบจำลอง) ที่มีส่วนช่วยตอบสนองความต้องการของลูกค้า ระดับซิกม่า จำนวนการเบี่ยงเบน ปริมาณการผลิต คุณภาพอุปทาน รอบเวลา |
การเรียนรู้และการเติบโต พนักงานควรมีคุณสมบัติและสร้างสรรค์เพียงใด? ระดับการใช้วิธีการ 6 Sigma คุณภาพการศึกษา จำนวนบุคลากรที่ได้รับการฝึกอบรม (อบรมใหม่) |
วัด
ในขั้นตอนนี้ของลำดับ จำเป็นต้องกำหนดข้อบกพร่องของกระบวนการและสาเหตุของกระบวนการโดยการวัดปัจจัยที่มีอิทธิพลมากที่สุดต่อคุณลักษณะที่เลือก ในการเลือกปัจจัยเหล่านี้ ขอแนะนำให้ใช้แผนภูมิ Pareto ซึ่งคุณสามารถระบุปัจจัย 20% ที่สร้างปัญหาได้ 80% เครื่องมือทางสถิติที่สองที่ใช้ในขั้นตอนนี้คือแผนภูมิควบคุม สิ่งเหล่านี้ทำให้คุณสามารถประเมินความเสถียร ดังนั้นจึงเป็นการคาดเดาได้ของกระบวนการ นี่เป็นเพราะว่ากระบวนการที่ไม่เสถียร (คาดเดาไม่ได้) จะต้องมีเสถียรภาพก่อนที่จะเริ่มการปรับปรุง ความไม่เสถียรของกระบวนการมี 2 แหล่งที่มา: ธรรมดา (มีอยู่ถาวร) และพิเศษ (เกิดขึ้นอย่างกะทันหัน) แผนภูมิควบคุมยังช่วยให้คุณระบุแหล่งที่มาพิเศษได้อีกด้วย กลไกนี้ง่ายมาก: เรากำหนดค่าเฉลี่ย จากนั้นจึงกำหนดขีดจำกัดการควบคุมบนและล่าง (โดยปกติคือ 3 Sigma จากค่าเฉลี่ย) คะแนนที่อยู่นอกขอบเขตเหล่านี้จะเป็นแหล่งพิเศษของความไม่แน่นอน แผนภูมิควบคุมมีหลายประเภท ขึ้นอยู่กับประเภทของข้อมูลและวัตถุประสงค์ (ตารางที่ 4) คุณสามารถดำเนินการสร้างแผนภูมิควบคุมใน Excel ได้
ตารางที่ 4 - ประเภทของแผนภูมิควบคุม
| แผนภาพ | ประเภทตัวอย่าง | ประเภทข้อมูล | วัตถุประสงค์ |
| R | ขนาดตัวอย่างตัวแปร | สัดส่วน (จำนวนข้อบกพร่องสัมพัทธ์ | |
| nP | ค่าคงที่ขนาดตัวอย่าง 20-50 | สัดส่วน | วิเคราะห์ความเสถียรของกระบวนการโดยนับจำนวนข้อบกพร่อง |
| กับ | ขนาดตัวอย่างคงที่ ง่ายต่อการนับจำนวนข้อบกพร่อง | ตัวเลข ตัวอย่างขนาดใหญ่มาก | |
| ยู | เปลี่ยนได้ | ตัวเลข | การวิเคราะห์ความเสถียรที่มีข้อบกพร่องมากกว่าหนึ่งรายการต่อผลิตภัณฑ์ |
| XmR | ขนาด -1 | เวลา ความยาว น้ำหนัก เงิน | การวิเคราะห์ความเสถียรด้วยการวัดเพียงครั้งเดียว ซึ่งผลลัพธ์จะแตกต่างกันอย่างมาก |
| XbarR | ขนาด 2-10 | เวลา | รอบเวลาโดยประมาณ |
ในหลายกรณี (การผลิต, เทคโนโลยี) จำเป็นต้องค้นหาด้วยว่ากระบวนการที่กำหนดนั้นสามารถตอบสนองความต้องการของลูกค้าได้หรือไม่ ในแง่ตัวเลข ความสามารถนี้แสดงเป็น 0 ข้อบกพร่อง มุ่งเป้าไปที่คุณภาพ 6 Sigma เราสามารถสมมติขีดจำกัดการควบคุมบน 3.4 และขีดจำกัดการควบคุมที่ต่ำกว่า 0 ข้อบกพร่องต่อล้านตามลำดับ กระบวนการจะถือว่า "มีความสามารถ" หากกำหนดการอยู่ระหว่างขีดจำกัดการควบคุม ระบบอัตโนมัติของการวิเคราะห์นี้ (การวิเคราะห์ความสามารถ) ดำเนินการใน Excel เป็นต้น นอกจากนี้โดยการสัมภาษณ์กลุ่มลูกค้าและพนักงานของบริษัทภายใน 3 เดือน รายการคำถาม คำตอบ และเปอร์เซ็นต์แสดงไว้ในตารางที่ 5:
| № | คำถาม | ตอบ | % ของทั้งหมด |
| 1 | เหตุผลที่มาร่วมงาน | บทนำทั่วไป เพิ่มทักษะ ยกระดับ |
|
| 2 | การประชุมเชิงปฏิบัติการเป็นไปตามความคาดหวังของคุณหรือไม่ (1- ไม่เลย 5- ใช่แน่นอน) | ||
| 3 | คุณสมบัติโค้ช (1-ยากจน, 5-ดีเลิศ) | ||
| 4 | คุณภาพของวัสดุที่ส่ง (1-แย่, 5-ยอดเยี่ยม) | ||
| 5 | ประสิทธิภาพด้านเวลา (1-แย่, 5-ยอดเยี่ยม) | ||
| 6 | การประชุมเชิงปฏิบัติการจะปรับปรุงได้อย่างไร? | วัสดุที่มีคุณภาพดีขึ้น ใช้เวลาอย่างมีประสิทธิภาพมากขึ้น การพัฒนาอาชีพโค้ช |
|
| 7 | คุณวางแผนที่จะใช้บริการของเราในอนาคตหรือไม่? |
อาจจะ |
เมื่อมองแวบแรก ข้อมูลที่รวบรวมจากการสำรวจก็เพียงพอแล้วสำหรับการวิเคราะห์และการตัดสินใจ แต่สำหรับสิ่งนี้ จำเป็นต้องตรวจสอบให้แน่ใจว่าเพียงพอ ซึ่งหมายความว่าหากผู้ตอบแบบสอบถามแสดงข้อตกลงในการประเมินคุณลักษณะ ก็มีความเป็นไปได้ที่ผลการสำรวจจะเหมาะสมสำหรับการวิเคราะห์เพิ่มเติม เราใช้การวิเคราะห์แบบระบุที่มาของระบบการวัด (Gage R&R) ของแพ็คเกจ Minitab ซึ่งผลลัพธ์คือ 65% ของผู้ตอบแบบสอบถามมีความสอดคล้องกันในการประเมิน ดังนั้นจึงสามารถใช้ข้อมูลเหล่านี้ได้ ปัจจัยที่สำคัญที่สุดสำหรับการจัดการคือความภักดีของลูกค้าที่มีอยู่ ความต้องการซื้อบริการอื่นๆ (เช่น การให้คำปรึกษา) และการดึงดูดลูกค้าใหม่ ดังนั้นเราจึงวิเคราะห์คำตอบที่ "ไม่" สำหรับคำถามที่ 7 ความซับซ้อนทางเทคนิคของการวิเคราะห์อยู่ในข้อเท็จจริงที่ว่ามีการทดลองหลายอย่าง (ในที่นี้คือ 20) กับกลุ่มโฟกัสต่างๆ ขนาดต่างๆ และการกระจายคำตอบ ดังนั้นจึงควรวิเคราะห์การกระจายตามสัดส่วนของคำตอบ "ไม่" ตลอดการสำรวจ ซึ่งใช้ใน Minitab แผนภูมิควบคุมประเภท P สำหรับผู้จัดการ แผนภูมินี้แสดงข้อมูลเกี่ยวกับการบังคับใช้ผลการทดสอบเพื่อปรับปรุงกระบวนการ (แผนภูมิอยู่ภายในเส้นสีแดง - แต่ละ 3 Sigma จากจุดศูนย์กลาง กระบวนการจึงมีเสถียรภาพ)
วิเคราะห์
ขั้นตอนนี้ต้องการการวิเคราะห์ผลการปฏิบัติงานโดยการอนุมัติเกณฑ์การประเมินและตรวจสอบสาเหตุของข้อบกพร่อง สามารถทำได้ตามแบบจำลอง FMEA (Failure Mode and Effects Analysis) - วิเคราะห์ข้อบกพร่องและสาเหตุ ใช้ในการศึกษาด้านเทคโนโลยีของกระบวนการและการวิจัยประเภทอื่นๆ เช่น การสร้างสาเหตุและ -แผนภาพผล (แผนภาพอิชิกาว่า)
ปรับปรุง - ปรับปรุง
ในการแก้ปัญหาด้านเทคโนโลยีหรือการผลิต จำเป็นต้องใช้วิธีการออกแบบการทดลอง (DOE - การออกแบบการทดลองใน Minitab และ Excel) สาระสำคัญของเครื่องมือทางสถิตินี้คือการกำหนดอัตราส่วนที่เหมาะสมของปัจจัยเพื่อให้ได้คุณภาพสูงสุด ตัวอย่างเช่น การค้นหาอัตราส่วนของรีเอเจนต์ อุณหภูมิ และระยะเวลาของกระบวนการ ซึ่งความบริสุทธิ์ของผลิตภัณฑ์จะสูงที่สุด
การควบคุม - การควบคุม
ขั้นตอนนี้เป็นขั้นตอนสุดท้ายในลำดับ DMAIC และพัฒนาแผนเพื่อติดตามการปรับปรุงกระบวนการโดยทำซ้ำการศึกษาทางสถิติและกำหนดประสิทธิผลของสิ่งแทรกแซง
5. ความจริงที่ซ่อนอยู่หกซิกมาและผลประโยชน์ที่เป็นไปได้
ความจริง 1: Six Sigma รวบรวมแนวปฏิบัติและทักษะทางธุรกิจที่หลากหลาย (ทั้งขั้นสูงและสามัญสำนึก) ซึ่งเป็นกุญแจสู่ความสำเร็จและการเติบโต ทุกองค์กรที่การนำ Six Sigma ไปใช้ทำให้เกิดผลลัพธ์ที่มองเห็นได้และจับต้องได้มากที่สุด ต่างกันตรงที่พวกเขามองว่า Six Sigma เป็นมากกว่าแค่วิธีการทางสถิติและการวิเคราะห์แบบละเอียด โดยใช้ตัวอย่างขององค์กรเหล่านี้ ซึ่งไม่เหมือนกันยกเว้นการเติบโตอย่างรวดเร็ว เราจะพิจารณา Six Sigma ในรายละเอียดและขอบเขตการใช้งานทั้งหมด
ประโยชน์. ตั้งแต่การวางแผนเชิงกลยุทธ์ การดำเนินงาน ไปจนถึงการบริการลูกค้า คุณจะสามารถนำ Six Sigma ไปใช้กับธุรกิจและงานต่างๆ ได้หลากหลาย ในขณะที่บรรลุมูลค่าสูงสุด
วิธี Truth 2 Six Sigma นั้นมีมากมายและหลากหลาย การปฏิบัติตามแนวทางที่กำหนดไว้อย่างเคร่งครัดหรือคัดลอกการกระทำของบริษัทอื่นอย่างแน่นอน คุณกำลังถึงวาระที่จะล้มเหลวอย่างหลีกเลี่ยงไม่ได้ (หรือเกือบจะล้มเหลว) ในหนังสือเล่มนี้ เราไม่ได้เสนอสูตรที่เข้มงวดให้คุณ แต่ตัวเลือกและคำแนะนำที่ปรับเปลี่ยนเป็นรายบุคคลโดยคำนึงถึงระดับอิทธิพลของคุณในองค์กร ความต้องการและลำดับความสำคัญทางธุรกิจของคุณ และความพร้อมขององค์กรสำหรับการเปลี่ยนแปลงที่จะเกิดขึ้น
ประโยชน์. ไม่ว่าคุณจะเป็นผู้นำทั้งองค์กรหรือเพียงแค่แผนกเล็กๆ คุณก็สามารถรับประโยชน์จาก Six Sigma ได้ นอกจากนี้ คุณจะสามารถกำหนดขอบเขตของกิจกรรมได้อย่างอิสระ ตั้งแต่การแก้ปัญหาเฉพาะไปจนถึงการปรับโครงสร้างธุรกิจใหม่ทั้งหมด
ความจริง 3: ประโยชน์ที่เป็นไปได้ของ Six Sigma มีความสำคัญเท่าเทียมกันในสภาพแวดล้อม "ทางเทคนิค" เนื่องจากอยู่ในสภาพแวดล้อมการบริการและไม่ใช่การผลิต
มีเหตุผลอย่างน้อยสองประการสำหรับศักยภาพมหาศาลของ Six Sigma นอกเหนือจากระดับโรงงาน (ในด้านการจัดการด้านการเงิน การบริการลูกค้า โลจิสติกส์ การตลาด ไอที ฯลฯ) ประการแรก ในธุรกิจปัจจุบัน กิจกรรมทั้งหมดเหล่านี้มีความสำคัญเท่าเทียมกันในการรักษาความได้เปรียบในการแข่งขัน เนื่องจากผลิตภัณฑ์อย่างใดอย่างหนึ่งกลายเป็นสินค้าโภคภัณฑ์ ประการที่สอง ขอบเขตของกิจกรรมในพื้นที่เหล่านี้กว้างมาก เนื่องจากระดับประสิทธิภาพในพื้นที่ที่ไม่มีประสิทธิผลส่วนใหญ่ไม่เกิน 70% (อย่างดีที่สุด)
ซึ่งไม่ได้หมายความว่าเราตั้งใจที่จะแยกการผลิตทั้งหมดออกจากความสนใจของเรา แต่ภารกิจสำคัญของเราคือแสดงให้คุณเห็นถึงวิธีที่ Six Sigma ดำเนินการในระดับการค้า เศรษฐกิจ และการบริหาร ซึ่งแต่ละงานต้องใช้แนวทางและชุดเครื่องมือของตัวเอง
ประโยชน์. คุณจะพร้อมที่จะฝ่าฟันความเป็นไปได้อันหลากหลายที่ยังไม่ได้สำรวจนี้ และขยายแนวปฏิบัติ Six Sigma ให้ไกลเกินกว่าปัญหาทางเทคนิคเพียงอย่างเดียว
ความจริง 4 ใน Six Sigma คุณสมบัติส่วนบุคคลมีความสำคัญพอๆ กับทักษะทางเทคนิค ความคิดสร้างสรรค์ การทำงานร่วมกัน การสื่อสาร การอุทิศให้กับสาเหตุทั่วไป - ไม่มีกองทัพของนักสถิติทางสถิติใดสามารถเปรียบเทียบสิ่งนี้ได้ในแง่ของผลกระทบต่อชีวิตและกิจกรรมขององค์กร โชคดีที่แนวคิดพื้นฐานของ Six Sigma ที่มี "มุมมองแบบพาโนรามา" สามารถสร้างแรงบันดาลใจและจูงใจให้ผู้คนมีแนวคิดและความสำเร็จที่ดีขึ้น ตลอดจนประสานความสามารถส่วนบุคคลเข้ากับความสามารถทางเทคนิค
ประโยชน์. คุณจะได้เรียนรู้วิธีค้นหาความสามัคคีของสองเป้าหมายที่ดูเหมือนจะไม่เกิดร่วมกัน - การปฏิบัติตามความสนใจของผู้คนและความสำเร็จของประสิทธิภาพสูง ความสมดุลนี้มีเงื่อนไขที่จำเป็นสำหรับการปรับปรุงองค์กรอย่างต่อเนื่อง การเบี่ยงเบนใด ๆ - ไม่ว่าจะเป็นการปล่อยตัวมากเกินไปเจ้านายประเภท "เสื้อเชิ้ต" หรือในทางกลับกันการเรียกร้องมากเกินไปโดยไม่คำนึงถึงระดับความเข้าใจและความพร้อมของพนักงานนำไปสู่ระยะสั้นเท่านั้น การปรับปรุงและโดยหลักการแล้วมันไม่มีประโยชน์
ความจริง 5: ถูกต้อง การนำ Six Sigma มาใช้เป็นการดำเนินการที่น่าตื่นเต้นและคุ้มค่า เราได้เห็นด้วยตัวเองแล้วว่าผู้คนรู้สึกตื่นเต้นเพียงใดเมื่อพวกเขาเห็นการเปลี่ยนแปลงเชิงบวกทั้งหมดที่เกิดขึ้นในองค์กรของพวกเขา อันเนื่องมาจากแนวทางการจัดการธุรกิจแบบใหม่ที่ชาญฉลาดยิ่งขึ้น ต่อหน้าต่อตาเรา ผู้บริหารองค์กรลืมความเหมาะสมของตนไป ยุ่งเกี่ยวกับความพยายามที่จะเร่งความเร็วหรือ "ปรับแต่ง" กระบวนการหากพวกเขารู้สึกว่ามีบางอย่าง "ผิดปกติ" ในพื้นที่การนำ Six Sigma ไปใช้
แต่ก็ยังมีงานเยอะ และแน่นอนว่าไม่มีความเสี่ยงอยู่บ้าง โปรแกรม Six Sigma ทุกระดับต้องใช้เวลา พลังงาน และเงิน ในหน้าของหนังสือเล่มนี้ เราจะพยายามถ่ายทอดความกระตือรือร้นของเราให้คุณทราบอย่างน้อยสักเล็กน้อย เพื่อบอกคุณเกี่ยวกับช่วงเวลาที่น่าสนใจที่สุดจากประสบการณ์ของเรา และในขณะเดียวกันจะสอนวิธีลงทุนใน Six Sigma ให้ดีที่สุด กลับมา (ขออภัยล่วงหน้าหากมุกของเราไม่ถูกใจคุณ) . เราจะพยายามปกป้องคุณให้ปลอดภัยจากความผิดพลาดและอันตรายที่อาจทำให้แคมเปญ Six Sigma ของคุณหยุดชะงัก
ประโยชน์. ข่าวดีก็คือ Six Sigma สนุกกว่าการไปหาหมอฟัน อย่างจริงจัง แม้แต่ผลตอบแทนทางการเงินที่น่าประทับใจที่สุดจากการนำ Six Sigma ไปใช้ก็อาจมีมูลค่าเพียงเล็กน้อยเมื่อเทียบกับผลประโยชน์ที่จับต้องไม่ได้ อันที่จริง มันง่ายกว่ามากที่จะสังเกตว่า เมื่อกระบวนการต่างๆ ดีขึ้นและผู้คนตระหนักมากขึ้น บัญชีธนาคารไม่ได้เติบโตขึ้น แต่เป็นทัศนคติของคนในการทำงาน ความกระตือรือร้นของพวกเขา และใช่ มันสนุกมากที่ได้ดู แทบไม่มีช่วงเวลาใดที่สร้างแรงบันดาลใจมากไปกว่า ตัวอย่างเช่น การพบปะผู้คนที่มีพลังและความกระตือรือร้นอย่างแท้จริงเพราะพวกเขาได้รับความมั่นใจ เรียนรู้ทักษะและความสามารถใหม่ๆ และปรับปรุงขั้นตอนการทำงานของพวกเขา ที่ Six Sigma ทุกความสำเร็จคือ "เรื่องราวความสำเร็จ" อยู่แล้ว
6. การเรียนรู้ภายในแนวคิด
ในระหว่างการดำเนินการตามแนวทางนี้ พบวิธีการจูงใจพนักงานที่ไม่สำคัญ ซึ่งให้รางวัลแก่ผู้ที่เรียนรู้วิธีใช้แนวคิด Six Sigma ด้วยเข็มขัดหลากสี เช่น คาราเต้ ซึ่งเป็นที่นิยมในช่วงหลายปีที่ผ่านมา Six Sigma Academy ที่เรียกว่าเกิดขึ้นซึ่งผู้เชี่ยวชาญจากองค์กรต่าง ๆ ได้รับการฝึกอบรมหลังจากนั้นพวกเขาได้รับตำแหน่ง Six Sigma Black Belt ความจริงก็คือเนื้อหาของวิชาที่รวมอยู่ใน "ซิกซิกมา" นั้นเกือบทั้งหมดอยู่ในวิธีการประยุกต์ของสถิติทางคณิตศาสตร์และการวางแผนการทดลอง และอย่างที่ทราบกันดีอยู่แล้วว่านี่คือ "เรื่องน่าเบื่อ" ดังนั้นเพื่อที่จะ "ทำให้เม็ดหวาน" เกมเข็มขัดหลากสีจึงมีประโยชน์มาก (ไม่เพียง แต่สีดำ - สำหรับผู้เชี่ยวชาญที่แท้จริงในงานฝีมือของพวกเขา แต่ยังเป็นสีเขียว - สำหรับคนที่มีความซับซ้อนน้อยกว่าและสีเหลือง - สำหรับคนเหล่านั้น ผู้เพิ่งได้รับแนวคิดทั่วไปเกี่ยวกับแนวทางดังกล่าว) รางวัล ตำแหน่ง และอุปกรณ์เสริมอื่นๆ ซึ่งมักถูกประเมินต่ำเกินไป
อันที่จริง ภายในกรอบแนวคิด Six Sigma มีการสร้างโครงสร้างพื้นฐานบางอย่าง ซึ่งในตอนแรก แนวทางนี้ได้รับการแนะนำให้รู้จักกับวัฒนธรรมขององค์กร รายชื่อบุคคลที่สามารถเรียกได้ว่าตัวแทนของ Six Sigma มีดังต่อไปนี้: แชมเปี้ยนและสปอนเซอร์, ผู้เชี่ยวชาญสายดำ, สายดำ, สายเขียว, สายเหลือง ต่อไปนี้คือคำอธิบายสั้นๆ เกี่ยวกับฟังก์ชันที่แต่ละหมวดหมู่ดำเนินการภายในกรอบงานของโปรแกรม Six Sigma
แชมเปี้ยนและสปอนเซอร์ แชมป์มักจะเป็นหนึ่งในผู้บริหารระดับสูงที่รู้จัก Six Sigma และมุ่งมั่นที่จะดำเนินการให้ประสบความสำเร็จ (เช่น รองประธานบริหารของบริษัท) นอกจากนี้ ผู้นำความคิดเห็นทุกคนที่ใช้วิธี Six Sigma ในกิจกรรมประจำวันและแบ่งปันแนวคิดเหล่านี้ในโอกาสที่สะดวกใดๆ มักจะเรียกว่าแชมเปี้ยน ผู้สนับสนุนคือเจ้าของกระบวนการที่ช่วยโครงการ Six Sigma และประสานงานกิจกรรมที่เกี่ยวข้องภายในความรับผิดชอบของตน
ผู้เชี่ยวชาญสายดำคือบุคคลที่มีทักษะด้านเทคนิคและองค์กรสูงสุด พวกเขาให้ความเป็นผู้นำด้านเทคนิคสำหรับโปรแกรม Six Sigma เข็มขัดหนังสีดำระดับมาสเตอร์ต้องไม่เพียงแต่รู้ทุกอย่างที่สายดำรู้เท่านั้น พวกเขาต้องเข้าใจว่าวิธีการทางสถิติบางอย่างมีพื้นฐานมาจากอะไร และต้องสามารถใช้วิธีการเหล่านี้ได้อย่างถูกต้องในสถานการณ์ที่ไม่ได้มาตรฐานด้วย โดยปกติแล้ว ผู้เชี่ยวชาญสายดำจะสอนวิธีการทางสถิติให้กับสายดำและสายเขียว (อย่างแรกเลย คนเหล่านี้เป็นครู พวกเขายังทดสอบและสอนสายดำด้วย เกณฑ์การคัดเลือกผู้ชำนาญการสายดำคือทักษะเชิงปริมาณ ความสามารถในการสอนและให้คำปรึกษา อาจารย์สายดำมีส่วนร่วมอย่างเต็มที่ในงานนี้)
สายดำคือบุคคลที่เสร็จสิ้นการฝึกอบรมและการฝึกอบรมในโครงการพิเศษ และอุทิศเวลา 50 ถึง 100% ในการทำงานในโครงการ Six Sigma ที่โพลารอยด์ คนเหล่านี้เรียกว่า "ผู้นำลดความแปรปรวน" การฝึกสายดำมักเป็นเช่นนี้: การฝึกหนึ่งสัปดาห์, สามถึงสี่สัปดาห์ของการใช้วิธีการที่ได้เรียนรู้ในที่ทำงานในโครงการ Six Sigma ถัดไป จากนั้นอีกสัปดาห์ของการฝึกอบรม และอื่นๆ (หัวหน้าทีมที่รับผิดชอบในการวัด วิเคราะห์ ปรับปรุง และจัดการกระบวนการหลักที่ส่งผลต่อความพึงพอใจของลูกค้าและ/หรือการเติบโตของผลิตภาพ ผู้ปฏิบัติงานสายดำมีส่วนร่วมอย่างเต็มที่ในงานนี้)
สายสีเขียวเป็นผู้นำเฉพาะโครงการซึ่งเป็นผู้นำทีมของตน พวกเขาได้รับหลักสูตรการศึกษาที่ลดลง (6-10 วัน) และต่างจาก Black Belts ที่ใช้เวลาเพียงเศษเสี้ยวของโครงการ Six Sigma (เหมือนสายดำแต่ไม่ว่างตลอดเวลา)
สายเหลืองมักเป็นพนักงานชั่วคราวที่ได้รับการฝึกอบรมเบื้องต้นเกี่ยวกับเครื่องมือ DMAIC เพื่อให้สามารถเข้าร่วมในทีมที่นำโดยกลุ่มสายดำและสายเขียวได้อย่างมีความหมาย
ลำดับตัวเลขโดยประมาณสำหรับบางกลุ่มข้างต้นมีดังนี้ เป็นที่ยอมรับกันโดยทั่วไปว่าสำหรับบริษัทที่มีพนักงาน 1,000 คน ควรมี: หัวหน้าสายดำ - 1; เข็มขัดสีดำ - 10; โครงการ Six Sigma - 50:70 ต่อปี (โครงการสายดำ 5:7 ต่อปี) ในขณะเดียวกันการประหยัดจากโครงการหนึ่งโดยเฉลี่ยจาก 150 ถึง 240,000 ดอลลาร์สหรัฐ
7. การรวมแนวคิด "SIX SIGMA" และ "LEAN MANAGEMENT" ( เอียง หก ซิกม่า )
แนวคิดของ Six Sigma ซึ่งมีรากฐานมาจากอเมริกา มีอะไรที่เหมือนกันกับแนวคิดการจัดการแบบลีนที่เกิดในญี่ปุ่น ประการแรก - ผลประโยชน์ร่วมกันในกระบวนการเดียว นี่คือสิ่งที่ทำให้พวกเขาแตกต่างจาก "รุ่นก่อนที่น่านับถือ" จำนวนมากซึ่งเน้นที่ความครอบคลุมสากล และเหมือนกับแนวคิดของคนรุ่นใหม่ เช่น "การรื้อปรับกระบวนการทางธุรกิจใหม่" แนวคิดของ Six Sigma และ Lean Management ช่วยเติมเต็มซึ่งกันและกันได้อย่างลงตัว
Six Sigma สามารถเติมช่องว่างใน Lean ได้ดังนี้:
ก) แนวคิดของการจัดการแบบลีนไม่ได้กำหนดข้อกำหนดสำหรับรูปแบบการดำเนินการตามแนวคิดและโครงสร้างพื้นฐานที่จำเป็นสำหรับสิ่งนี้ ดังนั้นความสำเร็จของการจัดการแบบลีนจึงขึ้นอยู่กับความคิดริเริ่มและทักษะในองค์กรของผู้จัดการเป็นส่วนใหญ่ แต่เมื่อผู้จัดการเปลี่ยน ทุกสิ่งทุกอย่างสามารถล่มสลายได้ สิ่งที่ Lean ขาดไปคือความมุ่งมั่นของผู้บริหารระดับสูงที่เป็นทางการ การเรียนรู้อย่างเป็นทางการ การจัดสรรทรัพยากรตามแผน การติดตามความสำเร็จด้วยการดำเนินการแก้ไข และอื่นๆ นี่คือสิ่งที่หนังสือเรียน Six Sigma ทุกเล่มพูดถึง
ข) แนวคิดการจัดการแบบลีนไม่ได้เน้นที่ความต้องการของผู้บริโภคอย่างเพียงพอ ความพึงพอใจของพวกเขาไม่เกี่ยวข้องโดยตรงกับเป้าหมายหลัก - การกำจัดความสูญเสียและต้นทุนที่ไม่เป็นผล ในแนวคิด Six Sigma การมุ่งเน้นที่ผู้บริโภคเป็นองค์ประกอบหลัก สิ่งนี้ได้รับการยืนยันจากข้อเท็จจริงที่ว่าตัวชี้วัดหลักทั้งหมดของแนวคิดนี้ขึ้นอยู่กับการติดตามความสัมพันธ์ของพารามิเตอร์กระบวนการและคุณลักษณะของผลิตภัณฑ์ด้วยข้อกำหนดที่กำหนดโดยผู้บริโภค หลักการสำคัญของแนวคิด Six Sigma DMAIC เริ่มต้นด้วยคำจำกัดความของข้อกำหนดของผู้บริโภค: กำหนด - กำหนด วัด - วัด วิเคราะห์ - วิเคราะห์ ปรับปรุง - ปรับปรุง ควบคุม - จัดการ
c) ในแนวคิดการจัดการแบบลีน ข้อบกพร่องและความไม่สอดคล้องกันถือเป็นแหล่งที่มาหลักของการสูญเสียในองค์กร ในขณะเดียวกันก็ไม่พิจารณาวิธีการควบคุมกระบวนการทางสถิติเพื่อกำจัดของเสีย แนวคิดของ "การจัดการแบบลีน" ไม่ได้มุ่งเน้นไปที่การค้นหาแหล่งที่มาของความแปรปรวนของกระบวนการและวิธีลดความแปรปรวน ซึ่งเป็นหนึ่งในองค์ประกอบหลักของแนวคิด Six Sigma
ในทางกลับกัน Lean ยังเติมเต็มปัญหาของ Six Sigma เช่น:
ก) ข้อบกพร่อง - เป้าหมายหลักของแนวคิด Six Sigma - เป็นเพียงหนึ่งในขยะหลายประเภทในองค์กร ในทฤษฎีคลาสสิกของแนวคิดการจัดการแบบลีน การสูญเสียเจ็ดประเภทถูกระบุ: การผลิตมากเกินไป การรอ การขนส่ง กิจกรรมที่ไม่เพิ่มมูลค่า ความพร้อมในสต็อก การเคลื่อนไหวของผู้คน การผลิตข้อบกพร่อง ผู้เขียนหลายคนระบุประเภทของการสูญเสียเพิ่มเติม ตัวอย่างเช่น "เศรษฐกิจเท็จ" ซึ่งประกอบด้วยการใช้วัตถุดิบและวัสดุราคาถูกและคุณภาพต่ำ "ความหลากหลาย" อันเป็นผลมาจากการใช้องค์ประกอบที่ไม่ได้มาตรฐานในกระบวนการ
ข) แนวคิด Six Sigma ไม่ได้เปรียบเทียบระหว่างคุณภาพและความพึงพอใจของลูกค้า ในแง่หนึ่ง กับระยะเวลาและความเร็วของกระบวนการ ในอีกด้านหนึ่ง ในเวลาเดียวกัน ระยะเวลาของกระบวนการเกี่ยวข้องโดยตรงกับความพึงพอใจของลูกค้าในการให้บริการ และสำหรับกระบวนการผลิต - โดยมีเงินทุนแช่แข็งในรูปของสต็อคที่อยู่ในสถานะเตรียมพร้อม ในแนวคิดการจัดการแบบลีน การวิเคราะห์เวลาเป็นหนึ่งในทรัพยากรหลักของกระบวนการคือประเด็นสำคัญ
c) ชุดเครื่องมือของแนวคิด Six Sigma จำกัดช่วงของงานที่เป็นไปได้ที่จะแก้ไข การปรับปรุงกระบวนการภายในกรอบงานของระเบียบวิธี Six Sigma ดำเนินการโดยหลักโดยการลดความแปรปรวนของกระบวนการโดยใช้วิธีทางสถิติและการออกแบบกระบวนการใหม่โดยใช้วิธี DFSS (การออกแบบสำหรับ Six Sigma - การออกแบบสำหรับแนวคิด Six Sigma) ระเบียบวิธี Six Sigma พลาดโอกาสในการปรับปรุงกระบวนการ เช่น การลดกิจกรรมที่ไม่ก่อผล ลดเวลาการรอคอย การลดต้นทุนสินค้าคงคลังและการขนส่ง การเพิ่มประสิทธิภาพงาน ฯลฯ โอกาสทั้งหมดเหล่านี้เกิดขึ้นจริงโดยแนวคิดการจัดการแบบลีน
ช่องว่างทั้งหมดของแนวคิดทั้งสองนี้และการเพิ่มเติมจะระบุไว้ในแท็บ 6
ตารางที่ 6 - "ช่องว่าง" ในกรอบแนวคิดของ Lean Six Sigma
| องค์ประกอบพื้นฐานของแนวคิด | แนวคิด Six Sigma | แนวคิดการจัดการแบบลีน | แนวคิดแบบบูรณาการ Lean Six Sigma |
| 1 | 2 | 3 | 4 |
| คำมั่นสัญญาการจัดการอย่างเป็นทางการ | √ | √ | |
| การจัดสรรทรัพยากรอย่างเป็นทางการ | √ | √ | |
| การฝึกอบรมอย่างเป็นทางการและการกระจายความรับผิดชอบและอำนาจ | √ | √ | |
| การไล่ระดับของผู้เชี่ยวชาญที่เกี่ยวข้องในโครงการ (หมวด "สายดำ" ฯลฯ ) | √ | √ | |
| การดำเนินการตามแนวคิดในรูปแบบของ "คำจำกัดความการเลือกและการดำเนินโครงการ" | √ | √ | |
| โครงการปรับปรุงระยะสั้น - ไคเซ็น | √ | √ | |
| การตรวจสอบด้วยเมตริก | √ | √ | √ |
| การใช้หลักการ DMAIC ในการดำเนินโครงการ | √ | √ | |
| การใช้วิธีการทางสถิติเพื่อลดความแปรปรวนของกระบวนการ | √ | √ | |
| การระบุและกำจัดของเสียและค่าใช้จ่ายในกระบวนการ | √ | √ | |
| เพิ่มความเร็วของกระบวนการ | √ | √ | |
| หลักการ "ดึง" ของกระบวนการทำงาน | √ | √ | |
| การลดต้นทุนที่เกิดจาก "ความหลากหลาย" | √ | √ | |
| การกำจัดของเสียที่เกิดจาก "การออมที่ผิดพลาด" | √ | √ |
ตารางนี้แสดงให้เห็นว่าในแนวคิด Lean Six Sigma คำตอบสำหรับคำถาม "จะจัดกิจกรรมอย่างไร" นำมาจากแนวคิด "Six Sigma" และคำถาม "จะทำอย่างไร" - ส่วนใหญ่มาจากแนวคิดของ "การจัดการแบบลีน" ในเวลาเดียวกัน แนวคิดของ Lean Six Sigma ใช้ชุดตัวบ่งชี้ที่วัดได้ (ตัวชี้วัด) และชุดวิธีการและเครื่องมือที่รวมกันเพื่อนำไปใช้ในการปรับปรุง ตัวอย่างของชุดวิธีการและเครื่องมือที่ใช้ในแนวคิด Lean Six Sigma แสดงไว้ในตาราง 7.
ตารางที่ 7 - ชุดวิธีการและเครื่องมือสำหรับ Lean Six Sigma
| D-define | M - วัด | เอ - วิเคราะห์ | ฉัน - ปรับปรุง | C - จัดการ |
|
วิเคราะห์คาโนะ การทำแผนที่กระบวนการ บทวิเคราะห์ทางการเงิน จัดลำดับความสำคัญ |
การ์ดควบคุม แผนภูมิพาเรโต ฮิสโตแกรม การประเมินประสิทธิภาพของวัฏจักรกระบวนการ แผนการเก็บข้อมูล |
แผนภูมิพาเรโต อิชิกาวะ (ก้างปลา) ไดอะแกรม คำจำกัดความของต้นทุนค่าโสหุ้ย การระบุ "กับดักเวลา" ข้อจำกัดในการประมาณค่า |
เหตุผลขนาดล็อต การทดสอบสมมุติฐาน เมทริกซ์การเลือก |
การ์ดควบคุม การควบคุมกระบวนการด้วยภาพ แผนการศึกษา แผนขยายงาน แผนมาตรฐาน |
แนวปฏิบัติในการใช้แนวคิดของ Lean Six Sigma ในองค์กรตะวันตกช่วยให้คุณบรรลุผลลัพธ์ต่อไปนี้ได้ด้วยตัวเองในเวลาอันสั้น (ประมาณหนึ่งปี):
· ลดต้นทุนสินค้าและบริการ 30-60%;
ลดเวลาในการให้บริการได้ถึง 50%;
ลดจำนวนสินค้าที่ชำรุดได้ประมาณ 2 เท่า;
· เพิ่มขึ้นโดยไม่มีค่าใช้จ่ายเพิ่มเติมของปริมาณงานที่ทำมากถึง 20%;
· ลดต้นทุนงานออกแบบ 30-40%
· ลดเวลาดำเนินการโครงการได้ถึง 70%
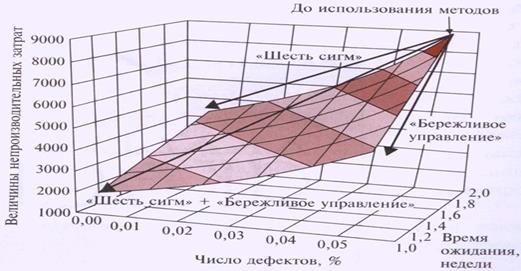
การเปรียบเทียบแบบกราฟิกของประสิทธิภาพขององค์กรโดยใช้แนวคิดแบบบูรณาการของ Six Sigma + Lean Management กับผลลัพธ์ของแนวคิดของ Six Sigma และ Lean Management ที่ใช้แยกกันแสดงไว้ในรูปภาพ ค่าใช้จ่ายของแต่ละโครงการจะใกล้เคียงกัน (รูปที่ 6)
รูปที่ 6 - การแสดงภาพกราฟิกของแนวคิดของ Lean Six Sigma
ในกรณีใดบ้างที่สามารถคาดหวังผลลัพธ์ดังกล่าวได้? มีสองสัญญาณหลักที่บ่งชี้ว่ามีการสูญเสียที่หลีกเลี่ยงได้ในกระบวนการ
สัญญาณแรกคือการเปลี่ยนแปลงใดๆ ที่เกิดขึ้นในองค์กร เช่น การเพิ่มหรือลดปริมาณการผลิต การขยายช่วง การเปลี่ยนแปลงขององค์กร นวัตกรรม ฯลฯ
สัญญาณที่สองคือเอกสารประกอบกระบวนการไม่เพียงพอและความเข้าใจผิดในสาระสำคัญของกระบวนการโดยพนักงานที่เกี่ยวข้องในกระบวนการ
8. Six SIGM ในบริษัท
“เพียงสองปีหลังจากการเปิดตัว Six Sigma โมโตโรล่าได้รับรางวัล Malcolm Baldridge National Quality Award เป็นเวลา 10 ปีหลังจากการเปิดตัวโปรแกรม Six Sigma นั่นคือ ในช่วงปี 2530 ถึง 2540 บริษัทได้รับผลงานที่โดดเด่น ได้แก่ :
ปริมาณการขายเพิ่มขึ้นห้าเท่าโดยมีผลกำไรเพิ่มขึ้น 20% ต่อปี
· อัตราการเติบโตเฉลี่ยประจำปีของราคาหุ้นของบริษัทที่ระดับ 21.3%
· เงินออมสะสมจากการนำโปรแกรม Six Sigma ไปใช้งานเป็นจำนวนเงิน 14 พันล้านดอลลาร์
ความสำเร็จขององค์กรของโมโตโรล่าเป็นผลมาจากการริเริ่มการออกแบบ การผลิต และการบริการที่เป็นเลิศหลายร้อยรายทั่วทั้งหน่วยธุรกิจของบริษัท”
“Six Sigma เป็นวิธีที่เราทำงานที่ DuPont พนักงาน 1,200 คนของบริษัทได้รับการรับรอง "สายดำ" และ "ผู้เชี่ยวชาญสายดำ" 250 คน พวกเขาเริ่มต้นความพยายามของเรา แต่การใช้กลไก วิธีการ และการคิดของ Six Sigma แพร่หลายไปทั่ว ทิศทางใหม่ใน Six Sigma สำหรับเราคือการเพิ่มจำนวนโครงการที่นำรายได้มาให้มากขึ้น มีการดำเนินการโครงการดังกล่าวมากกว่า 1,300 โครงการในปี 2545 และในปี 2546 จำนวนโครงการดังกล่าวเพิ่มขึ้นสองเท่า”
“ตอนนี้เราอยู่ในปีที่เก้าของเราในการใช้วิธีการ Six Sigma ที่ General Electric และได้กลายเป็นความคิดริเริ่มอย่างถาวร – Six Sigma – วิธีการทำงานของเรา ในปีที่ผ่านมา เราได้ดำเนินการแล้วเสร็จมากกว่า 50,000 โครงการในสามส่วนหลัก: ทำงานร่วมกับลูกค้าของเราเพื่อแก้ไขปัญหาของพวกเขา ปรับปรุงกระบวนการภายในเพื่อปรับปรุงปฏิสัมพันธ์กับลูกค้าและเพิ่มรายได้ ขยายการจัดหาผลิตภัณฑ์และบริการที่มีเทคโนโลยีสูงสู่ตลาด”
“ในปี 2544-2545 ทุกโครงการที่ดำเนินการภายใต้โครงการ Six Sigma มีผลกระทบเชิงบวกในการลดต้นทุนและลดรอบเวลา และในการปรับปรุงบริการให้กับลูกค้าในประเทศและต่างประเทศ เป็นปีที่สามติดต่อกันที่ Bombardier ทำผลงานได้ดีกว่า Six Sigma
“ตามคำแนะนำที่เราได้รับ อัตราผลตอบแทนโดยเฉลี่ยของโครงการอาจอยู่ที่ประมาณ 250,000 ดอลลาร์ โครงการเริ่มต้นทำให้เรามีกำไรเป็นสองเท่า ฉันเชื่อว่าธุรกิจแต่ละประเภทมีความเฉพาะเจาะจงบางอย่าง เนื่องจากแต่ละธุรกิจมีความแตกต่างกัน แต่เราค่อนข้างพอใจ ในปีแรกเราสร้างเสร็จ 70 โครงการ”
และในบริษัทต่างชาติอื่น ๆ อีกหลายบริษัท แนวความคิดนี้ถูกนำมาใช้
9. เหตุผลในการพัฒนาแนวคิดที่ไม่ดีในรัสเซีย
กิจกรรมผู้ประกอบการนั้นเกิดจากสาเหตุบางประการ ประการแรกคือ ผลกำไร และความสำคัญรองลงมาคือความพึงพอใจของผลประโยชน์อื่น ๆ ของเจ้าของ ผู้จัดการที่ได้รับการว่าจ้าง พนักงาน และผู้มีส่วนได้เสียอื่น ๆ การใช้ Six Sigma และลักษณะที่ปรากฏของสิ่งนี้ แนวคิดมีความเกี่ยวข้องกับเหตุผลแรก: ผู้ผลิตญี่ปุ่นทำให้ Motorola เสียเปรียบในด้านคุณภาพของอุปกรณ์อิเล็กทรอนิกส์ Six Sigma เป็นการตอบสนองต่อการกระทำของคู่แข่งหรือระดับคุณภาพของตลาดที่ไม่สามารถทำได้ด้วยการตรวจสอบผลิตภัณฑ์ขั้นสุดท้ายเพียงอย่างเดียว
แต่ในรัสเซียมีวิธีเพิ่มความสามารถในการแข่งขันของบริษัทได้ง่ายกว่าการวิเคราะห์ทางสถิติและการดำเนินการตามขั้นตอนด้านคุณภาพ นอกจากนี้ ลูกค้า (ด้วยข้อยกเว้นที่ไม่ค่อยเกิดขึ้น) ยังไม่ต้องการคุณภาพของซิกม่าหก น้อยกว่านั้นมากที่เต็มใจที่จะจ่ายเบี้ยประกันภัยให้กับราคาตลาดปัจจุบันสำหรับคุณภาพดังกล่าว แต่นี่ไม่ได้หมายความว่าระบบ Six Sigma ไม่จำเป็นในรัสเซีย เป็นเพียงว่าระบบนี้ปรากฏในสภาพแวดล้อมที่แตกต่างกันซึ่งมีการใช้ข้อได้เปรียบทางการแข่งขันอื่น ๆ แล้ว
ในรัสเซียเงินสำรองอื่น ๆ สำหรับการเพิ่มประสิทธิภาพขององค์กรยังไม่หมดลง
ปัญหาหนึ่งของการแนะนำระบบคุณภาพระดับสูงเช่น "ซิกซิกม่า" ในรัสเซียคือปัญหาเชิงระบบ นี่เป็นสิ่งจำเป็นเพื่อให้สามารถแข่งขันในตลาดได้ แต่ตามที่ผู้เชี่ยวชาญระบุว่าตลาดในรัสเซียในรูปแบบคลาสสิกขณะนี้ไม่เกิน 20% อย่างอื่นเป็นโซนที่ทรัพยากรของรัฐและการบริหารมีความได้เปรียบในการแข่งขันหลัก
ในรัสเซีย มรดกของระบบเก่ายังคงมีอยู่ เมื่อคนงานไม่ได้ทำงานกับตลาด แต่มีผู้ซื้อบางรายอยู่ในกรอบของระบบที่วางแผนไว้ซึ่งไม่จำเป็นต้องแนะนำระบบคุณภาพ
แม้ว่าสถานประกอบการของอุตสาหกรรมการป้องกันประเทศจะมีระบบการยอมรับทางทหาร และข้อกำหนดด้านคุณภาพก็เข้มงวดมาก ในปีนั้นไม่ได้นับเงิน ระดับผลผลิตของผลิตภัณฑ์ที่เหมาะสมไม่ได้รบกวนใครเป็นพิเศษ ไม่กี่คนที่คิดเกี่ยวกับต้นทุนการผลิตเช่นกัน
ด้วยเหตุนี้องค์กรต่างๆ จึงมีชีวิตที่แตกต่างไปจากเดิมอย่างสิ้นเชิง แต่จิตวิทยาแบบเก่ายังคงอยู่มาจนถึงทุกวันนี้ ขณะนี้มีปัญหาที่เกี่ยวข้องอย่างใกล้ชิดสามประการ ได้แก่ การเข้าสู่ตลาด (ปัญหาภายนอก) เศรษฐศาสตร์การผลิต (ปัญหาภายใน) และคุณภาพของผลิตภัณฑ์
เพื่อปรับปรุงมาตรฐานคุณภาพ ได้มีการแนะนำระบบ ISO (International Organization for Standardization) แต่การรับรองตามมาตรฐาน ISO นั้นเป็นทางการในบางสถานที่: ดูเหมือนว่าองค์กรจะต้องมี "ป้ายกำกับ" บางอย่าง และสิ่งที่อยู่เบื้องหลัง "ป้ายกำกับ" นี้ และวิธีการทำงานของระบบเหล่านี้ยังคงเป็นเบื้องหลัง ดังนั้น หากเราพูดถึงการนำระบบ Six Sigma ไปปฏิบัติในรัสเซีย การเอาชนะปัญหาทั้งสามนี้ไม่ใช่เรื่องง่าย บรรษัทตะวันตกที่นำระบบนี้ไปใช้มีการเคลื่อนไหวมาเป็นเวลานาน
แต่ถ้าบริษัทรัสเซียต้องการบรรลุตัวชี้วัดที่ดีที่สุดในโลกในแง่ของคุณภาพของผลิตภัณฑ์หรือบริการ ในแง่ของประสิทธิภาพการทำงานของพนักงาน การแนะนำวิธีการ Six Sigma จะได้รับการพิสูจน์อย่างเต็มที่ สำหรับบริษัทรัสเซียโดยทั่วไป บางทีในเวลาต่อมา เมื่อความต้องการของตลาดบังคับให้ผู้ผลิตสินค้าและบริการปรับปรุงคุณภาพสินค้าและระดับการบริการอย่างรุนแรง Six Sigma จะเป็นที่ต้องการในรัสเซียเช่นกัน
บทสรุป
บทความนี้ศึกษาพื้นฐานทางทฤษฎีของแนวคิดสมัยใหม่ของการจัดการคุณภาพ - six sigma
เราพบว่ามันปรากฏตัวครั้งแรกที่ Motorola เมื่อคุณภาพของผลิตภัณฑ์ไม่ดีและบริษัทประสบกับความสูญเสียครั้งใหญ่
Six Sigma เป็นแนวทางในการปรับปรุงธุรกิจที่พยายามค้นหาและขจัดสาเหตุของข้อผิดพลาดหรือข้อบกพร่องในกระบวนการทางธุรกิจโดยเน้นที่ผลลัพธ์ที่มีความสำคัญต่อลูกค้า
Six Sigma เป็นแนวทางเชิงกลยุทธ์ที่ใช้ได้กับทุกกระบวนการ ผลิตภัณฑ์ และอุตสาหกรรม
Six Sigma เป็นระบบสำหรับติดตามและประเมินคุณภาพของกระบวนการทางธุรกิจ โดยเน้นที่การลดจำนวนข้อบกพร่องในผลิตภัณฑ์และบริการ
พิจารณาพื้นฐานทางสถิติของแนวคิดนี้และกำหนดค่าซิกมาที่ดีที่สุด
พิจารณาวงจรเดมิงที่เปลี่ยนแปลงไป
เราพบว่าเข็มขัดหลากสีถูกนำมาใช้เพื่อสร้างแรงจูงใจ
เราดูที่แนวคิด Leansixsigma ซึ่งรวมถึงแนวคิดของ Six Sigma และการจัดการแบบ Lean
การดำเนินการตามแนวคิดนี้เป็นกระบวนการที่ซับซ้อนมากในรัสเซีย
รายชื่อแหล่งที่ใช้
1. แนวความคิดในการควบคุม : การบัญชีบริหาร ระบบรายงานตัว. การจัดทำงบประมาณ / Horvath & Partners: ต่อ กับเขา. – M.: หนังสือธุรกิจ Alpina, 2005.
2. โมโมท เอ.ไอ. การจัดการคุณภาพและองค์ประกอบของระบบคุณภาพ.- D.: NORD-PRESS.- 2005.- 320s
3. ติโต คอนติ, โยชิโอะ คอนโด, เกรกอรี วัตสัน คุณภาพในศตวรรษที่ 21 - M .: RIA "มาตรฐานและคุณภาพ" - 2005. - 335s.
4. โซริน เอ.เอ. The Time of Six Sigma // วิธีการจัดการคุณภาพ - 2549.- №4. - ส. 32-36.
5. Vlasenko A.M. , Ermolaeva A.L. แนวคิดของ "Six Sigma": โครงการนำร่องเพื่อการนำไปใช้ // วิธีการจัดการคุณภาพ - 2549.- ครั้งที่ 8 - ส. 28-29.
6. Kotov V.A. "Six Sigma" ในรัสเซีย: จุดเริ่มต้นของทาง // วิธีการจัดการคุณภาพ - 2548.- ครั้งที่ 7 - ส. 21-23.
7. มาตรฐานคุณภาพระดับสากล MS ISO 9000 series
8. J. Adler, W. Shper, "Six Sigma: อีกถนนหนึ่งที่นำไปสู่วัด" วิธีการจัดการคุณภาพ - 2000. - ลำดับที่ 10.
9. Kane M.M. , Ivanov B.V. , Koreshkov V.N. , Stirtladze A.G. ระบบ วิธีการ และเครื่องมือในการจัดการคุณภาพ - เซนต์ปีเตอร์สเบิร์ก: Piter.2006-p.560
10. S. K. Fomichev, N.I. สไครบิน, โอ.ยู. แนวคิด Urazlina Six Sigma และ Lean Management: a star alliance Quality Management Methods No. 6 2004
12. Shubenkova E. V. การจัดการคุณภาพโดยรวม.- M.: "การสอบ", 2005
13. Sholtes P. ทีมในยุคของระบบ - วิธีการจัดการคุณภาพ พ.ศ. 2543 ฉบับที่ 6 หน้า 20-24 ลำดับที่ 7 หน้า 20-27.
14. /www.six-sigma.ru
ภาคผนวก
รายชื่อบริษัทที่ใช้เทคโนโลยี Six Sigma:
AT&T Wireless
แอตแลนติกคอปเปอร์
บริษัท บามา
เบ็คตัน ดิกคินสัน
Black & Decker
· เคมีภัณฑ์ชายแดน
ซี-คอร์ อิเล็คทรอนิคส์
การบริหารความเสี่ยงของซีเอ็นเอ
สถาบันวิทยาการคอมพิวเตอร์
รวมกระดาษอิงค์
สถาบันรับเครดิต
Crutchfield.com
การลงทุนที่ซื่อสัตย์
เรือไฟฟ้าพลศาสตร์ทั่วไป
กู๊ดริช คอร์ปอเรชั่น
ระบบซีลฮัทชินสัน
จอห์นสัน แอนด์ จอห์นสัน
Mount Carmel Health Systems
โทรศัพท์มือถือ NOKIA
Norsk Hydro Agri
Northrop Grumman
Qwest Communications
Samsung Electronics
เทคโนโลยีซีเกท
Flexonics อาวุโส
ผู้เชี่ยวชาญบริการ
ศูนย์การแพทย์เซตัน
เชอร์วิน วิลเลียมส์
ทะเบียนมาตรฐาน
TAMKO ผลิตภัณฑ์มุงหลังคา
ทาทา สตีล/อินเดีย
Texas Instruments
พันธมิตรด้านสุขภาพของ Greater Cincinnati
แผนประกันสุขภาพของนิวยอร์ก
อาจเป็นประโยชน์ในการอ่าน:
- ลักษณะงานของผู้อำนวยการฝ่ายบริหารโครงการ;
- แผนการผลิตในแผนธุรกิจ: คำอธิบาย ฟังก์ชัน เนื้อหา;
- อัตราผลตอบแทนภายใน - IRR;
- การลงทุนในสินทรัพย์ถาวร ประเภทและแหล่งที่มา;
- การใช้แผนที่ความเสี่ยงเพื่อระบุตัวตน;
- ระบบอัตโนมัติของระบบการจัดการโครงการ;
- จะสร้างโครงการได้อย่างไร?;
- การปันส่วนแรงงาน: ประเภทของบรรทัดฐานและมาตรฐาน;